
“MBBR+磁混凝”组合工艺提标改造工程设计与运行效果
【】本文以浙江某工业废水污水厂升级改造为例,分析了“MBBR+磁混凝”组合工艺用于工业废水的提标改造过程,为工业废水的提标提量提供了设计和改造思路。
01 项目概况
浙江省某污水处理厂,原处理水量为3万m3/d,生化段采用分点进水AAO工艺,具备脱氮除磷能力,尾水通过加氯消毒后排放,剩余污泥经脱水后统一运送至电厂干化焚烧。原出水COD、SS执行《城镇污水处理厂污染物排放标准》(GB 18918—2002)二级标准,NH3-N、TN和TP执行一级B标准。改造后污水厂处理量由3万m3/d提升至4万m3/d,出水水质全部达到一级A标准。
该污水厂服务范围内有大量工业企业,企业采用“企业预处理+纳管集中处理排放”为主的工业废水治理模式,其生产废水经过各自预处理后排入污水处理厂进行终端处理。改造后新增部分工业预处理废水,废水来源为污水厂服务范围内的两家纺织厂和两家印染厂,纺织废水水量约为5 700 m3/d,印染废水水量约为2 700 m3/d;新增工业废水经集中预处理后排入污水厂,预处理后出水水质和污水厂原进水水质相当。
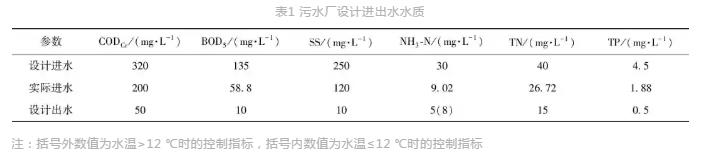
注:括号外数值为水温>12 ℃时的控制指标,括号内数值为水温≤12 ℃时的控制指标
02 技术路线与设计方案
2.1 改造难点
升级改造面临的主要问题有以下三点。
(1)提标+提量。增加1万m3/d工业污水,部分指标从二级直接提升至一级A,升级改造难度大。
(2)原工艺抗冲击能力弱。进水以工业废水为主,水质波动较大,进水CODCr浓度最高为550 mg/L,TN浓度为53.7 mg/L,进水水质冲击负荷增大时,出水COD、TN浓度迅速升高,不能稳定达标,抗冲击性能较差。
(3)无扩建用地。厂内用地已饱和,无生化池扩建用地,需充分挖掘现有生化池处理能力。
2.2 工艺方案确定原则
针对现状工艺处理效果,工艺方案确定时遵循以下原则。
(1)根据进水水质特点,针对现状工程处理能力的不足,以及出水水质要求的提高,结合工程的实际需要,采用抗冲击负荷能力强,且具有强化脱氮除磷效果的生化处理工艺,提高水质达标的稳定性和可靠性。
(2)结合厂区用地特点,深度处理采用技术先进、效果可靠、占地较省的处理工艺,保证出水经深度处理后达标排放。
(3)全厂污水、污泥处理工艺力求技术成熟先进、稳定可靠、操作、管理方便、节省投资、运营成本低。
2.3 工艺方案确认
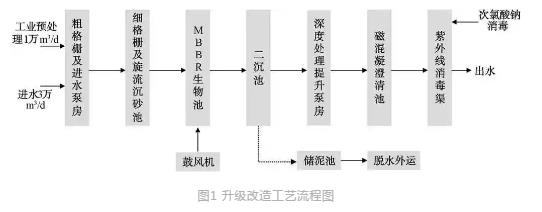
污水厂实际进水水质浓度偏低,但是水质波动较大,活性污泥处理工艺抗冲击性能弱。由于排放标准的提高,现状处理工艺已不能稳定达标,而单纯依靠增加深度处理工艺去除现状二级出水污染物的成本较高。因此,将现状二级处理中AAO工艺嵌入MBBR调整为AAO-MBBR工艺。向生化池投加悬浮载体,载体上丰富的生物菌群类型增加了对难降解有机物的处理性能;生物膜的污泥龄长,适宜硝化菌的生长,硝化菌含量高,NH3-N去除效果显著。污水厂工业废水占比高,且以纺织印染废水为主,处理难度大,二级处理出水除NH3-N和TN外,仍难稳定达到一级A标准,出水中的COD、TP需进一步进行深度处理。考虑到厂里用地紧张、水质复杂,以及脱氮除磷方面的综合考虑,选择磁混凝作为深度处理工艺。磁混凝适用于进水水质复杂、脱氮除磷要求高、用地紧张的污水厂项目,通过向反应器内投加磁粉强化混凝及絮凝效果,可以进一步降低出水不溶性COD及TP水平。经过论证后,确定本次提标工程的技术路线为“AAO-MBBR+磁混凝+紫外线/次氯酸钠消毒”。
(1)生化池改造方案
生化段原有厌氧区和缺氧区保持不变,好氧区呈S型分布的3个廊道中,在前两个廊道投加悬浮载体,填充率为11%;为防止悬浮载体在好氧池末端堆积,在每个廊道末尾设置拦截筛网,对悬浮载体进行持留;悬浮载体型号为SPR-Ⅱ型,直径为(25±0.5) mm,高为(10±1) mm,挂膜后比重与水接近,有效比表面积大于620 m2/m3,符合《水处理用高密度聚乙烯悬浮载体》(CJ/T 461—2014)行业标准;好氧MBBR区域采用微动力混合池型,通过在生化池底部合理布置曝气管、设置进水渠降低断面流速的手段,在无需推流器的情况下,实现悬浮载体在好氧区内的均匀流化。该池型具有水力条件好、无水力死角等优势。采用微动力混合池型可节省6台专用推流器,以及每年30万元的电费,大大降低了投资和运行费用。采取逐池改造的方式,不影响污水厂的正常运行,实现了原池改造。
(2)增设磁混凝澄清池,进一步去除污水中的不溶性COD、TP
磁混凝澄清池尺寸为32.9 m×12.3 m,占地约为400 m2,共分为2座,总停留时间约40 min。二沉池出水经提升后进入磁混凝澄清池,依次投加混凝剂PAC、磁粉和助凝剂PAM,PAC投加量为55 mg/L,PAM投加量为1.33 mg/L,磁粉投加量为2.5 mg/L。反应生成比重较大的含磁粉絮体颗粒,然后进入磁分离池,通过磁辊进行泥水分离,经磁辊吸附的含磁污泥经高剪切机,实现磁粉和污泥的分离,并进入磁鼓进行磁粉回收,回收的磁粉再回流至絮凝池前继续参与反应,剩余污泥则进入后续污泥处理系统。
(3)现状二氧化氯消毒更改为“紫外线消毒+次氯酸钠消毒”
由于现状厂区构筑物布置紧凑,增设深度处理工艺后需增加深度处理构筑物。为保证工艺流程的顺畅,本次设计将二氧化氯消毒池拆除调整为次氯酸钠加药间,在消毒池位置设置紫外线消毒渠,同时根据实际出水状况补加次氯酸钠消毒,次氯酸钠投加量为25 mg/L。
03 改造后运行效果分析
本次升级改造工程于2018年8月中旬完成,水量达到设计值4万 m3/d条件下,所投加的悬浮载体完成挂膜。分析2019年1月1日—2019 年6月25日共计176 d的进出水水质数据(包含整个冬季运行阶段),结果如表2所示。
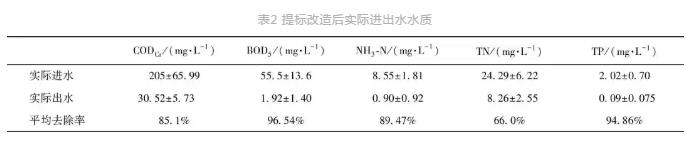
使用MBBR工艺改造后,强化了原池处理能力。NH3-N处理负荷力增大了24%。MBBR工艺属长泥龄,有利于硝化菌群富集,且通过水力剪切的作用,保障悬浮载体上的硝化菌一直处于较高的活性。生化池出水TP浓度为(0.35±0.083) mg/L,已经达到一级A标准,通过磁混凝工艺进一步保障了TP的达标。
沿程分析发现,好氧MBBR区发生了明显的同步硝化反硝化(simultaneous nitrification and denitrification, SND)现象,TN去除率为22.44%,TN去除贡献率达到35.01%。生物膜上典型的缺/好氧微环境,以及对功能微生物的富集作用,促进了同步硝化反硝化作用的进行,使得在好氧区仍有TN的进一步去除,也大大降低了碳源的投加费用,故对于进水基质浓度不高的污水厂,甚至可完全节约外投碳源,使得MBBR除了在池容做到深度挖潜外,真正实现了基质利用上的深度挖潜,应用前景广阔。对众多使用MBBR的污水厂进行调研,发现在好氧填料区均存在显著的SND现象,TN去除量在3~8 mg/L,且基质浓度较高的污水厂,SND效果更佳显著。
04 改造前后经济指标分析
该工程总投资为9 747万元,其中工程费用为7 659万元,如表3所示。改造后混凝剂投加量减少,但是增加了磁粉的消耗,故总的吨水药剂投加费用基本不变,磁混凝工艺的增加使得吨水电耗有所提高。

改造前出水水质执行二级标准,运行平均能耗为0.279 kW·h/m3;改造后出水水质执行一级A标准,运行平均能耗为0.322 kW·h/m3,与改造前相比,增加了0.043 kW·h/m3。由于改造后新增4台二次提升泵且磁混凝池也需搅拌,该部分增加电耗为0.053 kW·h/m3,生化池能耗变化不大且出水水质得到了提高。
05 MBBR微生物分析
为进一步探究悬浮载体的作用,对该污水厂投加的悬浮载体和活性污泥进行了高通量测序分析,结果如图2所示。
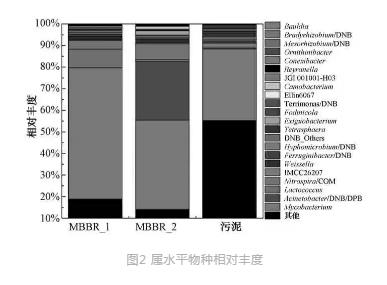
图2中MBBR-1和MBBR-2为生化池不同区域的悬浮载体,污泥为生化池活性污泥。各部分的主要菌种及相对丰度如表4所示。
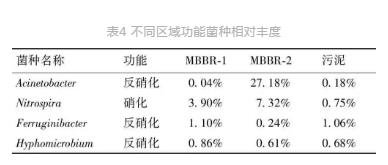
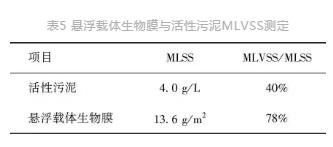
系统中的优势硝化菌群为Nitrospira(Comammox),其在悬浮载体中的相对丰度分别为3.90%、7.33%,在污泥中相对丰度为0.75%。对悬浮载体生物膜和好氧污泥进行MLVSS测定,由表5核算得出,系统中69.8%的硝化菌来自悬浮载体,30.2%来源于污泥,表明在硝化过程中,悬浮载体起到了重要的作用。
此外,在悬浮载体中也检测出反硝化菌,如Ferruginibacter、Hyphomicrobium等,反硝化菌在悬浮载体和污泥中的相对丰度分别为4.05%、2.31%和3.65%。在MBBR-2区的悬浮载体上发现了大量Acinetobacter,相对丰度为27.18%,该菌种属于不动杆菌,也具有反硝化作用。反硝化菌群在填料上存在,从微观上提供了好氧区填料上发生SND的证据。
06 结论
使用“MBBR+磁混凝”工艺对工业废水进行原池提标提量升级改造,充分利用了现有空地,投资运行成本低,改造周期短,运行高效稳定。改造后水量增加至4万m3/d,出水COD、NH3-N、TP、TN均值分别为(30.52±5.73)、(0.90±0.92)、(0.09±0.075)、(8.26±2.55) mg/L,稳定达到一级A标准。改造前后生化池能耗不变,处理负荷提升,且抗冲击性能更好;吨水处理费用由0.491元/m3增加至0.584元/m3,适用于工业废水提标提量升级改造。, 。
- 上一篇:气浮设备在污水处理领域的应用 2020/2/18
- 下一篇:以疫情防治为切入点 农村人居环境整治如何向纵深推进 2020/2/17